What is the Tube Mill Process?
You are here: Home>Industry Information>What is the Tube Mill Process?
The tube mill process is a detailed and systematic procedure that transforms flat steel strips into welded steel tubes or pipes. Understanding each step of this process is essential for ensuring the production of high-quality pipes that meet industry standards. Below is an expanded explanation of the key stages involved in the tube mill process:
Uncoiling and Preparation of Steel Strip
- Uncoiling: The process begins with the uncoiling of steel strips. Large coils of steel are placed on an uncoiler, a device that gradually feeds the steel strip into the production line. This step is critical for ensuring a continuous flow of material into the tube mill.
- Flattening: The uncoiled steel strip often passes through a flattening or leveling machine to remove any curvature or irregularities, ensuring that the strip is perfectly flat and ready for forming.
Forming
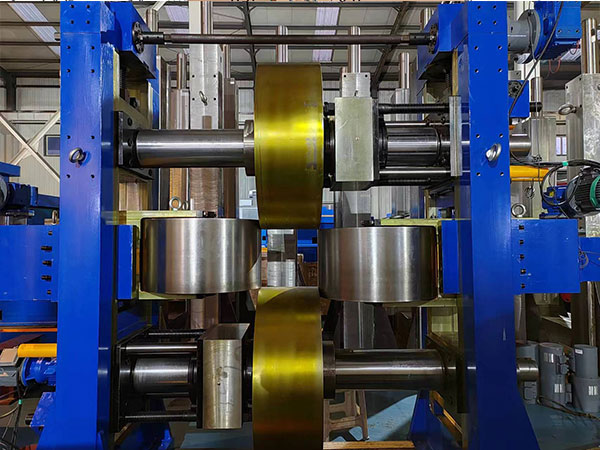
- Initial Forming: The steel strip is fed into a series of rollers known as forming rolls. These rollers gradually shape the flat strip into a cylindrical form. The forming process involves multiple stages, each one bringing the strip closer to the desired tube shape.
- Edge Preparation: Before welding, the edges of the formed tube are prepared for welding by removing any burrs or irregularities. This ensures a smooth and strong weld seam.
Welding
- ERW (Electric Resistance Welding): One of the most common methods used in tube mills is Electric Resistance Welding (ERW). In this process, the edges of the formed tube are heated by passing a high-frequency electrical current through them. Once heated, the edges are pressed together to form a strong weld without the need for additional welding material.
- High-Frequency Induction Welding (HFIW): This is another method where a high-frequency current is induced in the edges of the tube, creating heat through electrical resistance. The heated edges are then pressed together to form a weld. This method is commonly used for high-speed production of tubes.
- Weld Integrity Check: After welding, the integrity of the weld is checked through various non-destructive testing methods, such as ultrasonic testing or eddy current testing, to ensure the weld seam is defect-free.
Sizing and Shaping
- Sizing: After welding, the tube passes through a sizing mill, where it is precisely shaped to the required dimensions. The sizing process involves multiple rollers that adjust the tube’s diameter and ensure uniform thickness along its length.
- Shaping: For square or rectangular tubes, the round tube is further processed in shaping rollers that give it the desired geometric shape. This step is crucial for ensuring the final product meets specific dimensional requirements.
Cooling and Straightening
- Cooling: After forming and welding, the tube is often heated to a high temperature during the process. It is then passed through a cooling system, such as water or air cooling, to bring the temperature down to normal levels. Controlled cooling helps prevent any distortions or warping of the tube.
- Straightening: Post-cooling, the tube may undergo a straightening process to correct any bends or deformations that may have occurred during earlier stages. This ensures that the final product is perfectly straight and ready for further processing.
Cutting and Finishing
- Cutting to Length: The continuous tube is cut into specific lengths as per the customer’s requirements using a flying cutoff machine. This machine cuts the tube at high speed while it is still in motion, ensuring minimal disruption to the production process.
- Finishing Operations: Depending on the application, the tubes may undergo additional finishing processes. This can include threading, beveling, or coating. For example, if the tubes are intended for outdoor use, they might be galvanized or coated to prevent corrosion.
Quality Inspection
- Visual and Dimensional Checks: After cutting, each tube is visually inspected and measured to ensure it meets the required specifications. Any tubes that do not meet the criteria are rejected or sent for reprocessing.
- Non-Destructive Testing (NDT): In addition to visual checks, non-destructive testing methods such as ultrasonic testing, eddy current testing, and hydrostatic testing are often employed to ensure the tube’s integrity, especially along the weld seam.
Packaging and Shipping
- Bundling: After passing all quality checks, the pipes are bundled together in specific quantities, usually tied with steel straps or placed on pallets for ease of handling.
- Marking: Each pipe is marked with relevant information, including size, material grade, and other identifiers that are essential for traceability.
- Shipping: The finished pipes are then prepared for shipping to customers, often involving careful packaging to protect them from damage during transportation.
Products
- 457mm FFX ERW Tube Mill
- 34mm*6.5mm Pipe Mill
- Roller Quick Change System Tube Mill
- Large Diameter Direct Forming Square Tube Mill
- TD 38 Tube Mill(12-38mm)
- TD 50 Tube Mill(25-63mm)
- TD 76 Tube Mill(32-89mm)
- TD 114 Tube Mill(42-119mm)
- TD 127 Tube Mill(42-127mm)
- TD 219 Tube MIll(89-219mm)
- TD 273 Tube MIll(114-273mm)
- TD 325 Tube MIll(127-325mm)
- Slitting Line
- Cut to Length Line
- Cold Roll Forming Machine
Related Products